Foile profilate de tablă sunt utilizate pe scară largă în construcții industriale și civile. Cu toate acestea, ele nu sunt făcute manual. Cum este aranjată linia de producție a cartonului ondulat, ce sunt acestea și care sunt diferențele - mai târziu în articol.
Înainte de a lua în considerare echipamentul în mod direct, pentru a înțelege mai bine cum sunt determinate caracteristicile acestuia, ar trebui să decideți ce tipuri de carton ondulat sunt. La urma urmei, parametrii produsului final sunt cei care determină alegerea echipamentului pentru producerea acestuia.
 Pardoseala, chiar și având cea mai mică valoare a ondulației (8 mm pentru modificările peretelui), se dovedește a fi mult mai rezistentă decât tabla obișnuită, zincată, din care este fabricată.
Pardoseala, chiar și având cea mai mică valoare a ondulației (8 mm pentru modificările peretelui), se dovedește a fi mult mai rezistentă decât tabla obișnuită, zincată, din care este fabricată.
Relieful longitudinal este cel care îi oferă rigiditatea suplimentară.Prin urmare, constructorii îl folosesc pe scară largă pentru o varietate de scopuri: garduri și pereți ai clădirilor industriale, ca material pentru acoperișuri, pentru tavane între podea și chiar ca cofraj fix.
Pereții și acoperișurile din carton ondulat nu îngreunează clădirile și au o etanșeitate excelentă (Nota de subsol 1).
Desigur, diferitele sarcini necesită caracteristici diferite și, prin urmare, linii pentru producția de carton ondulat.
Toate informațiile tehnologice despre calitățile consumatorilor sunt conținute în marcarea cartonului ondulat în sine, cu care este important să vă familiarizați înainte cum să alegi un acoperiș ondulat.
Există un standard de stat pentru producția sa - GOST 24045-94, unde sunt înregistrate toate caracteristicile reflectate în marcă.
De exemplu, C44-1000-0,4 înseamnă:
- C - scopul materialului
- 44 - înălțimea ondulației
- 1000 - utilă, sau lățimea de montare a foii
- 0,4 - grosimea metalului folosit
Clasificarea plăcilor ondulate (Nota de subsol 2):
- CU - pardoseala de perete folosit pentru construcția de garduri, pereți și pereți despărțitori
- H - acoperiș carton ondulat este utilizat pentru acoperiș
- HC - folosit ca acoperiș și ca carton ondulat pentru pereți
Informații importante! Pentru producția tuturor tablelor ondulate standard, se utilizează tabla cu lățime de 1250 mm. Diferitele lățimi ale produsului final (de regulă, de la 750 la 1150 mm) sunt determinate de plecarea materialului la înălțimea ondulației: cu cât profilul este mai mare, cu atât lățimea este mai mică. Totuși, în același timp, puterea crește proporțional.
Lungimea foilor, în conformitate cu GOST, poate fi de la 2,4 pentru perete și 3 m pentru materiale mixte și pentru acoperiș, până la 12 m pentru toate tipurile.
Cu toate acestea, datorită faptului că materialul este rulat, la comandă, producătorii sunt gata să-și taie produsele la orice dimensiune convenabilă pentru client.
Materialele de acoperiș, de asemenea, în cele mai multe cazuri, au un canal special de drenaj capilar în partea superioară a ondulației la exterior.
Ca materie primă pentru producția de carton ondulat se folosește numai metal laminat galvanizat. Poate avea o grosime de 0,35 până la 2 mm. Diametrul exterior standard al rolei este de 1,2 m, în timp ce lungimea foii din acesta depinde de grosimea metalului.
Oțelul poate avea fie o acoperire convențională de zinc, fie un strat suplimentar de protecție împotriva unui material de vopsea sau a unui polimer.
În acest caz, acoperirea poate fi aplicată pe una sau pe ambele fețe, în cazul aplicării pe două fețe, se poate realiza cu unul sau mai multe materiale.
Informații importante! Cel mai fiabil și durabil este cartonul ondulat acoperit cu materiale sintetice din poliester. Dar este și cel mai scump și cel mai vulnerabil la deteriorarea mecanică a protecției. Cu toate acestea, ultimul dezavantaj este atenuat de prezența pe piață a compușilor speciali de reparații.
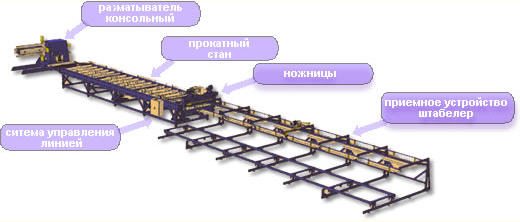
Schema tipică a liniei de producție a cartonului ondulat include, de regulă, cinci dispozitive principale:
- Desbobinator - o rolă de tablă de oțel este pusă pe arborele său și ținută pentru a fi alimentată la locul de prelucrare
- Moara de formare este elementul principal al liniei, unde are loc profilarea propriu-zisă a benzii de material furnizat.
- Unitate de control - aici puteți porni, opri și programa parametrii pentru dispozitivele de lucru
- Foarfece de ghilotină - cu ajutorul lor, profilul finit este tăiat în foi
- Masa de recepție - de regulă, corespunde dimensiunilor foii care se produce în acest moment (lățimea mesei este fixă, iar lungimea poate fi reglată). Aici, produsele finite sunt stivuite și ambalate pentru expedierea ulterioară la depozit.
Informații importante! Unii producători de echipamente de renume care produc diverse linii de producție: producția de carton ondulat, plăci metalice, alte tipuri de produse laminate, își echipează produsele cu dispozitive suplimentare. De exemplu, poate fi o masă de alimentare situată între desfășurator și mașina de formare, sau foarfece de tăiat, care contribuie la schimbarea rapidă a rolei. Desigur, astfel de adăugiri au un efect pozitiv asupra procesului tehnologic și, prin urmare, asupra calității foii finite.
Cu toate acestea, elementul principal al oricărei linii este laminoarea. Este format din perechi simetrice de arbori (suporturi) instalate pe cadru, care, datorită compresiei mecanice, formează o ondulare pe foaie, rulând banda prin ea însăși.
Cu cât numărul lor este mai mare, cu atât profilul se obține mai profund. La urma urmei, banda nu poate fi luată pur și simplu și la intrarea în moară setați-o la îndoirea dorită (lățimea materiei prime este mai mare decât cea a produsului finit).
În acest caz, metalul, cel puțin, își va pierde plasticitatea în coturi și, cel mai probabil, se va rupe. În plus, va fi foarte dificil să-l întindeți prin formă în acest caz.

În timpul trecerii, materialul original este deformat de la o îndoire mai mică la una mai mare. În consecință, diametrul cilindrilor de formare crește de la pereche la pereche, iar distanța dintre ei scade, până la ultimul suport, unde cartonul ondulat capătă o dimensiune planificată.
În legătură cu caracteristicile descrise ale tehnologiei, este practic imposibil să se producă produse de diferite profile pe aceeași moară.
Fiecare tip necesită propria lățime a patului la locul de instalare a standurilor, precum și diametrul corespunzător al cilindrilor. Cu toate acestea, există modele care permit producerea de material cu aceeași înălțime de ondulare, dar cu lățimi diferite ale foii.
Teoretic se poate produce si un altul, avand diferente nu prea mari de inaltime a ondulatiei, produse laminate. Cu toate acestea, în acest caz, veți avea nevoie de un set complet de echipamente, inclusiv suporturi și foarfece de ghilotină.
Ținând cont de costurile lucrărilor de instalare, o astfel de soluție din punct de vedere financiar nu va diferi foarte mult de instalarea unei noi linii. Ceea ce orice producător poate varia este grosimea metalului, tipul de acoperire a acestuia și lungimea cartonului ondulat finit.
Pe cadru este instalată o centrală electrică, a cărei putere determină grosimea maximă a metalului prelucrat și viteza de rulare.
Cu toate acestea, moara nu numai că realizează munca principală în sine, ci este și o structură de susținere pentru o parte din restul echipamentelor - cel puțin unitatea de control și ghilotina, care joacă, de asemenea, un rol important.
Foarfecele ghilotinei încorporează orice linie de producție a unei podele profesionale. Ele repetă geometria profilului de ieșire și au o acționare hidraulică, electromecanică, mai rar pneumatică.
Calitatea produselor depinde în mare măsură de acestea, deoarece marginea plăcii ondulate nu ar trebui să aibă bavuri, iar îndoirea formată în punctul de tăiere nu ar trebui să afecteze lungimea foii cu mai mult de 0,5 mm (conform GOST).
Deoarece marginile de tăiere ale foarfecelor sunt principalul element de lucru care afectează acești indicatori, acestea necesită periodic ascuțire sau înlocuire.

Pentru a controla întregul set de mecanisme, se folosește o unitate de control. La începutul procesului de producție, acesta este programat pentru o anumită grosime a materialului sursă, tipul de acoperire, iar lungimea necesară a foii este, de asemenea, setată aici.
Aceste dispozitive au electronice pentru a opri linia în cazul unei probleme.
Echipată cu un astfel de controler, linia de producție a cartonului ondulat este considerată semi-automată. Acest lucru se datorează faptului că umplerea unei benzi metalice noi când ruloul vechi se termină se face manual.
În restul timpului, personalul (care este reprezentat de un muncitor pe majoritatea liniilor) rămâne să observe absența defecțiunilor - echipamentul va face totul singur.
Și acum trebuie doar să vă familiarizați cu instrucțiuni de instalare a acoperișului din tablăiar casa ta va fi transformata!
Surse de informare
- Articol din
- Cel mai mare producător de materiale pentru acoperișuri
Te-a ajutat articolul?